Each year Atlas Pressed Metals’ in-house materials laboratory participates in an...
Did you know you can prototype parts with powder metallurgy (PM)? Metal prototyping services are open to a wide range of applications – gears, cams, hinges, and more.
Creating a powdered metal component from a blank is often a cost-effective way to evaluate your design before creating an actual production tool for prototypes.
There are no hard and fast rules for when you want to create a prototype from a sintered metal blank. Sometimes it makes sense to go straight to a production tool. The decision depends on multiple factors, and there are a few specific issues that may impact the best choice for your situation.
Let’s review key factors to consider when deciding how to create a prototype – and best practices for optimizing your powder metal experience.
 What a Blank Means to the PM Manufacturing Process
What a Blank Means to the PM Manufacturing Process
If you know what a blank is in sheet metal, you’re already on the right track.
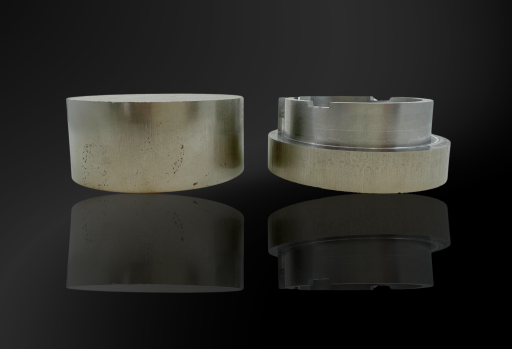
A powder metal blank, also called a slug or puck, is a piece of sintered alloy fabricated to dimensions larger than the desired finished component. You can in turn machine this into a prototype of your desired dimensions and function. The blank could be round, rectangular, a ring, or a variety of other shapes.
The benefits of this method are:
- Uses the same powder material and process you want to use for the finished component
- Density and strength are similar to the production component,
In short, you can accurately evaluate whether the fit and function of the part will meet your needs.
Best Practices: When to Prototype With a Blank
First, you need to identify whether making a metal part prototype from a blank is even worth it. There are three main considerations in this step:
1. Quantity
The number of prototype pieces you need is one of the first project requirements to consider.
From a total cost standpoint, when the quantity of pieces you need is fairly low, choosing to prototype from a blank is preferable. This is because vendors price them on a per-piece basis with no tooling costs. Making 10 pieces is reasonable, but if you need to make hundreds of parts, the cost to build a set of production tools may be less than the eventual cost of those machined prototypes.
Blank preparation typically happens in three phases: slug molding and sintering, machining to dimension, and possibly a secondary process such as sintering to relieve stresses from machining. Considering those factors, you’re usually talking a couple hundred dollars per component to make a finished prototype, as opposed to a tool that might cost $5,000 or more. In some cases the long-term financial picture does justify making a finished production tool up front.
2. Structural Considerations
While scalability is one of the key benefits of using a blank, other factors also influence this decision, including the level of machining necessary.
There are several structural reasons why machining may not be as practical a solution to your application in comparison to production prototyping. In some cases, the machining operation may alter the prototype’s surface characteristics. Also, its density may not be exactly the same as the result of a tooled prototype.
If your application is sensitive to these concerns, you may want to build a tool instead of using a blank.
3. Timing
Your schedule is also a factor. Do you need rapid metal prototyping, or is the project a little more relaxed?
It might take 2-3 weeks in some cases to get a slug into your hands, let alone the labor and timing to machine those blanks. At low volume, machining will only take a couple of days. If you want to machine hundreds, the time to finish custom metal prototyping obviously increases (especially if they’re complex parts). You’ll want to weigh that against the tooling lead time if you have a deadline to hit.
Best Practices for Creating a Prototype from a PM Blank
If you decide to make your prototype from a powder metal blank, there are additional considerations you should be aware of during the process. Below are best practices we use and recommend to customers:
1. Make the blank as close as possible to the finished part length.
The length of the slug is related to density variation. However, consider that the machinist will need to hold the blank, and so it may need to be larger to accommodate the operation.
As an example, a blank may be a pressed plate, from which the part will be wire-cut. But, the perimeter will be larger (as necessary) for the machining center to hold the blank in place.
2. Consider pre-sintering the component.
In some cases, you can sinter a component before machining to make it easier to fabricate. The manufacturing process heats the material to a temperature that allows bonding, but not to the point that the carbon alloys into a hardened steel. Once the machining is complete, the vendor fully sinters the parts.
3. Consider the impact machining will have on the blank.
Cracking is an all-too-familiar sign of component damage for those stung in the past by corrosion, fatigue, or poor material choice. Machining can start you off in that troublesome direction by introducing stresses and microcracks to the part surface.
Your metal part manufacturer can employ secondary processes, such as a second sinter, to relieve those stresses and aid in “healing” microcracks. This ensures a high-quality and reliable prototype component.
4. Machine the part in the same direction it would be molded.
When you treat machining like molding, the grains or density variants mimic how the manufacturer would press the part. This better represents how the prototype will perform in the application. And isn’t that why you’re prototyping in the first place?
5. Understand that porosity is natural.
In a powder metal design, a blank will absorb oil or other cutting fluids during machining. The operation might require additional steps to remove potential contaminants that can interfere with further processing.
For example, if the blank is to be plated, the machining oils or cutting fluids can contaminate the plating bath and ultimately result in a poor finish. In this case, your manufacturer can first seal off the pores with plastic or grease impregnation, which fills the pores in addition to improving machining characteristics.
Have More Questions About Metal Prototyping?
We hope this serves as a useful primer on issues – and opportunities – with prototyping a powder metal part design. Ideally, your parts supplier will fact-find for your application’s needs before recommending building from a blank vs. a production tool.
Whether you need a prototype from a PM blank, a production-tool prototype, or just some advice on your project, there’s help available. Check out our blog library for more useful guidance:

(This article was recently updated with new insights.)

