Today the manufacturing world understands the compactibility and compressibility of powdered metals...

What if you could bend density to your will?
Powder metallurgy (PM) components offer several advantages over competing forming technologies like machining, casting, stamping and forging. One of these is the ability to control density.
In powder metal, high density generally leads to stronger and harder materials. Aside from the obvious, benefits of this include better dimensional control, shaping capability, long-term performance, and cost-efficiency.
Over the past 50 years, new materials, processes, and technologies have thrown the doors wide open to density performance. The powder metallurgy process now allows you to choose from a wide range of desired densities to create more competitive components.
Let’s see exactly how you can make your design’s mechanical properties more viable and cost-effective in a wider span of applications:
Powder Metal Density vs. Competing Processes
PM components consist of metal powder blends, compacted and sintered to achieve a final shape. The final density of a powder metal part depends on:
- Design
- Material properties
- Material compressibility
- Processing methods
- Secondary operations
Powder metal density refers to the mass per unit volume of a material. The typical density ranges for conventional die pressing and sintering applications are:
|
Structural Parts |
Bearings |
|
|
Density |
85% - 93% |
75% - 87% |
|
Theoretical |
6.6 g/cm3 |
5.8 g/cm3 |
Wrought steel operations (stamping, machining, and forging) yield a density of 100%, or approximately 7.8g/cm3 theoretical density. While some applications require wrought steel components, others have more material flexibility.
If it’s possible to convert your part to powder metal, you might get a more economical result with improved characteristics and performance.
Ways to Increase Powder Metal Density
Whether you’re trying to increase your current powder metal part’s density or deciding if a conversion to PM may improve results, you’ve got options. There are several strategies for improving strength and other properties via density:
Optimize Your Part Design
An optimized powder metal design ensures both performance and manufacturability. Areas of your design that can impact density in powder metallurgy include:
- Shape: Adjusting the geometry in specific areas can lead to more effective compaction
- Size: For example, thicker sections can be designed to reduce voids
- Distribution of materials: Strategic placement, i.e. using powders of varying particle sizes or shapes that pack more densely
- Other part characteristics
Consider using these features, possibly in tandem with differential compaction and localized sintering, to increase density in specific locations on the component.
Tweak Your Material
Choosing the right material mix for your application can produce higher-density components. Let’s look at a few different powder mixes that might be relevant to your work.
- Copper-alloyed steels (FC) often contain small amounts of copper and carbon, which create strong alloys at a reasonable price. The iron-copper family of alloys can yield densities up to 90% (7.1 g/cm3) with conventional press-and-sinter processing.
- Iron-nickel (FN), diffusion-alloyed (FD), and pre-alloyed (FL) materials can be pressed from 90% dense (7.0 g/cm3) up to 93% dense (7.3 g/cm3) using conventional pressing methods.
Try Warm Die Compaction
In a normal powder metallurgy tool compaction cycle, the operator feeds raw material into a die design, after which the compaction tool presses it into a “green” compact. In powder metallurgy, green density refers to the powder’s solidness after compaction. To account for compaction, the volume of powder used is about 2x the volume of the resulting part:

However, the warm die compaction cycle adds a small wrinkle. This process heats the tooling cavity to about 220°F (104°C) before pressing the powder.
By altering the material blend, binders, lubricants, and heat, you can:
- Minimize friction between powder and die
- Improve powder flow
- Increase deformation under pressure
- Retain a more accurate shape after compaction
All of these qualities improve the ability of the powder to fill the die. More importantly, they ultimately contribute to higher density and other mechanical properties.
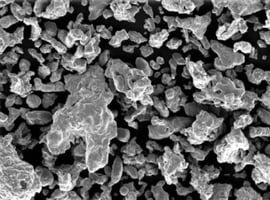
Sinter to Bond the Particles
During the sintering process, powder particles bond to one another. The particles don’t actually reach a melting temperature, but rather “neck” to one another at elevated temperatures.
 (The progression of particle bonding, including necking, during sintering)
(The progression of particle bonding, including necking, during sintering)
How well the particles bond to each other during sintering depends on the temperature and the amount of time at that heat. Higher temperatures and longer sintering time mean the particles will form larger necks.
A conventional sintering furnace is capable of reaching 2150˚F (1175°C). The properties of most standard powdered materials listed by organizations like MPIF and ASTM are primarily based on a conventional sinter of 2050°F (1120°C) for iron-based materials.
High-Temperature Sintering
Powder metallurgy manufacturers with “high-temp” sintering furnaces have achieved up to 8% increases in density. With these specialized furnaces, sintering atmospheres can operate at temperatures of 2300°F (1260˚C) and beyond. This thermal process:
- Reduces porosity
- Boosts tensile strength
- Improves fatigue strength
The right-most image in the diagram above shows the increased particle bonding of high-temp sintering vs. standard sintering.
You’ll need to balance your performance needs vs. the extra cost – sintering is often the most expensive part of the powder metallurgy process. Adding a few hundred degrees certainly adds to the cost, but it may absolutely be worth it.
Copper Infiltration
Copper infiltration can yield densities to approximately 93% (7.3 g/cm3) while increasing strength.
In this process, a predetermined amount of copper is assembled onto a compacted component prior to sintering. During the sintering operation, the copper melts and infiltrates the component’s pores.
It’s a great process, but its popularity is declining because of the eye-popping price of copper. The required assembly also adds to the operation’s cost. Similar density results are usually achievable by other means.
Sizing / Double-Press-Double-Sinter
Sizing, also called restriking, is a secondary operation that involves an extra pressing of a sintered part to ensure a precise size. This process’s main role is post-sinter dimensional control, but your manufacturer can also use it to increase density.
Similar to sizing, double-press-double-sinter takes a pre-sintered component and strikes it again. The difference is the addition of another round of sintering to reach the part’s final characteristics.
More Tips for a Structural-Grade Part
If your application doesn’t require wrought steel, you may want to explore powder metallurgy’s ability to achieve a wide range of densities and porosities. Using powder metallurgy to achieve a precise density level can result in:
- Significant cost savings
- More consistent parts
- Higher resistance to wear & corrosion
It all starts with the right mix and method of material use. From there, specialized sintering processes like high-temperature sintering and infiltration can increase density even more.
A powder metallurgy expert will be able to optimize your design for density by reviewing your project’s materials, geometry, end-use assembly, and requirements.
As for you, continue learning valuable PM design tips at our resource library:

(This article was recently updated with new information.)